
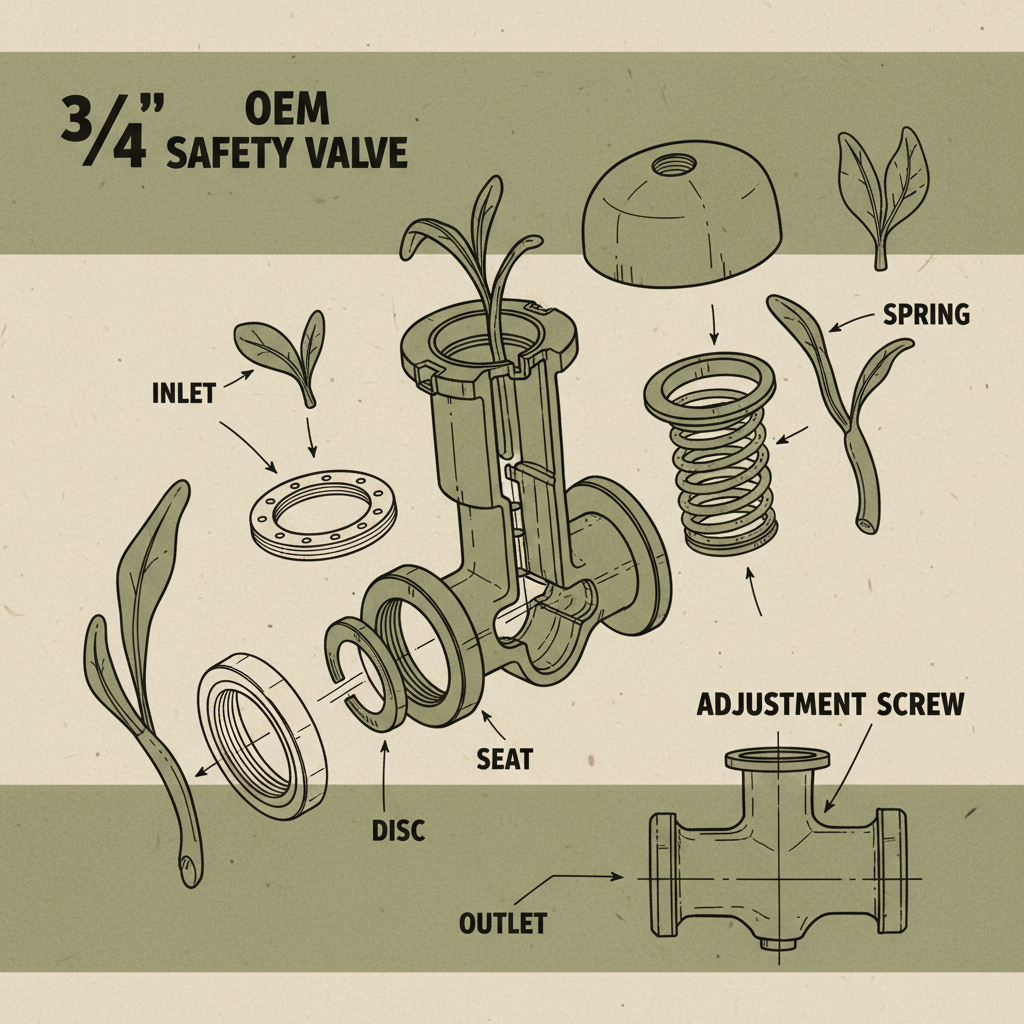
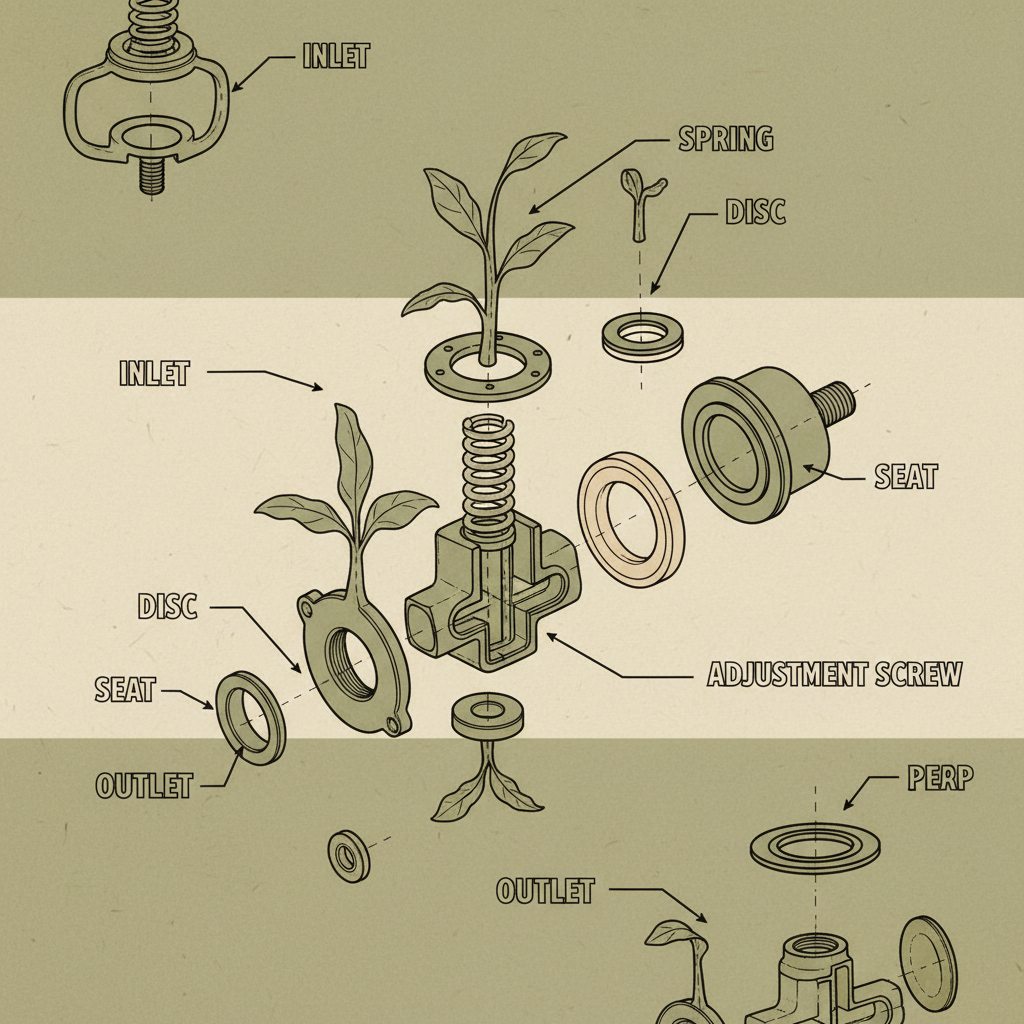
OEM Safety Valve 3/4 Inch: A Comprehensive Guide
Choosing the right safety valve is critical for protecting your systems and preventing costly downtime. An OEM safety valve 3/4 inch offers reliable pressure relief, ensuring the safety and efficiency of your operations. This article provides a detailed overview of these valves, their applications, benefits, and factors to consider when selecting one for your needs. Understanding the nuances of safety valves is key to maintaining operational integrity and safety compliance.
Understanding OEM Safety Valves
OEM (Original Equipment Manufacturer) safety valves are specifically designed and manufactured to meet the exact specifications of the equipment they protect. Unlike generic valves, OEM valves ensure perfect compatibility, optimal performance, and adherence to warranty requirements. A 3/4 inch safety valve is commonly used in applications requiring moderate flow capacity. These valves are crucial for preventing overpressure in various systems, including boilers, compressors, and pipelines. Investing in a quality safety valve from a reputable supplier like HRZZ Parts is a proactive step towards safeguarding your operations.
Key Benefits: Precise compatibility, optimal performance, adherence to warranties, and critical overpressure protection.
Applications of 3/4 Inch Safety Valves
3/4 inch safety valves are widely used across diverse industries. In the industrial sector, they’re vital in protecting air compressors, hydraulic systems, and process equipment. Boiler systems rely on these valves to prevent catastrophic failures due to overpressure. Furthermore, they're essential in water heaters, pressure vessels, and various plumbing applications. The versatility of this size makes it a popular choice for a wide range of industrial and commercial uses. Proper selection and maintenance are crucial for ensuring long-term reliability and safety.
Common Applications:
• Air Compressors
• Boiler Systems
• Hydraulic Systems
• Water Heaters
OEM Safety Valve 3/4 Inch vs. Standard Safety Valves: A Comparison
While standard safety valves offer basic pressure relief, OEM safety valves provide a more tailored and reliable solution. Standard valves may require modifications or adapters to fit specific equipment, potentially compromising performance. OEM valves are pre-configured for seamless integration, ensuring optimal functionality. Furthermore, OEM valves often meet stricter quality control standards, offering enhanced durability and longevity. Here’s a detailed comparison:
| Feature | OEM Safety Valve (3/4 inch) | Standard Safety Valve |
|---|---|---|
| Compatibility | Perfect fit, designed for specific equipment | May require modifications |
| Performance | Optimized for specific system requirements | Potential for reduced efficiency |
| Warranty | Maintains equipment warranty | May void equipment warranty |
| Quality Control | Stricter standards, enhanced durability | Variable quality |
Key Specifications to Consider
When selecting an OEM safety valve 3/4 inch, consider the following specifications: maximum allowable pressure, relieving pressure, connection type (threaded, flanged, etc.), body material (brass, stainless steel), and the type of media being handled. Ensure the valve is certified to meet relevant industry standards. Selecting the correct specifications is essential for optimal performance and safety.
Selecting the Right Supplier
Choosing a reliable supplier is paramount. Look for suppliers with a proven track record of providing high-quality OEM parts, like HRZZ Parts. Ensure they offer comprehensive technical support, fast shipping, and competitive pricing. A reputable supplier will also provide certifications and documentation to verify the authenticity and quality of their products.
Conclusion: Ensuring Safety with Quality Valves
Investing in a high-quality OEM safety valve 3/4 inch from a trusted supplier is a critical step towards protecting your equipment, personnel, and operations. Don't compromise on safety – choose a reliable solution that meets your specific needs.
Frequently Asked Questions (FAQs)
What is the typical service life of a 3/4 inch safety valve?
The service life of a safety valve depends heavily on the application, the media it handles, and maintenance practices. Generally, a well-maintained valve can last 5-10 years or longer. Regular inspection, testing, and cleaning are crucial for maximizing its lifespan. Factors like corrosion, erosion, and the frequency of activation can all influence its longevity. It’s advisable to establish a regular maintenance schedule and adhere to the manufacturer’s recommendations.
How often should a safety valve be tested?
Safety valves should be tested at least annually, and more frequently in critical applications or harsh environments. Testing ensures the valve operates correctly and relieves pressure at the designated set point. Testing methods include bench testing and in-situ testing. Proper documentation of testing results is essential for compliance and traceability.
What materials are commonly used in safety valve construction?
Common materials include brass, stainless steel (304, 316), carbon steel, and alloy steels. The choice of material depends on the media being handled, the operating temperature, and the pressure requirements. Stainless steel is often preferred for corrosive environments, while brass is suitable for non-corrosive applications.
What are the potential consequences of a malfunctioning safety valve?
A malfunctioning safety valve can lead to catastrophic consequences, including equipment damage, system failure, personal injury, and environmental hazards. If a valve fails to relieve overpressure, the system can rupture or explode. Conversely, if a valve opens prematurely or leaks, it can disrupt the process and lead to inefficiencies. Regular testing and maintenance are vital to prevent these issues.



















