
OEM Safety Valve 3/4: A Comprehensive Guide
Selecting the right safety valve is crucial for protecting your systems from overpressure. An OEM safety valve 3/4, designed and manufactured to original equipment manufacturer standards, offers reliable performance and compatibility. This article delves into the specifics of these valves, their applications, benefits, and factors to consider when making a purchase. We'll explore why choosing a reputable supplier like HRZZ Parts is essential for ensuring quality and safety.
Understanding OEM Safety Valves
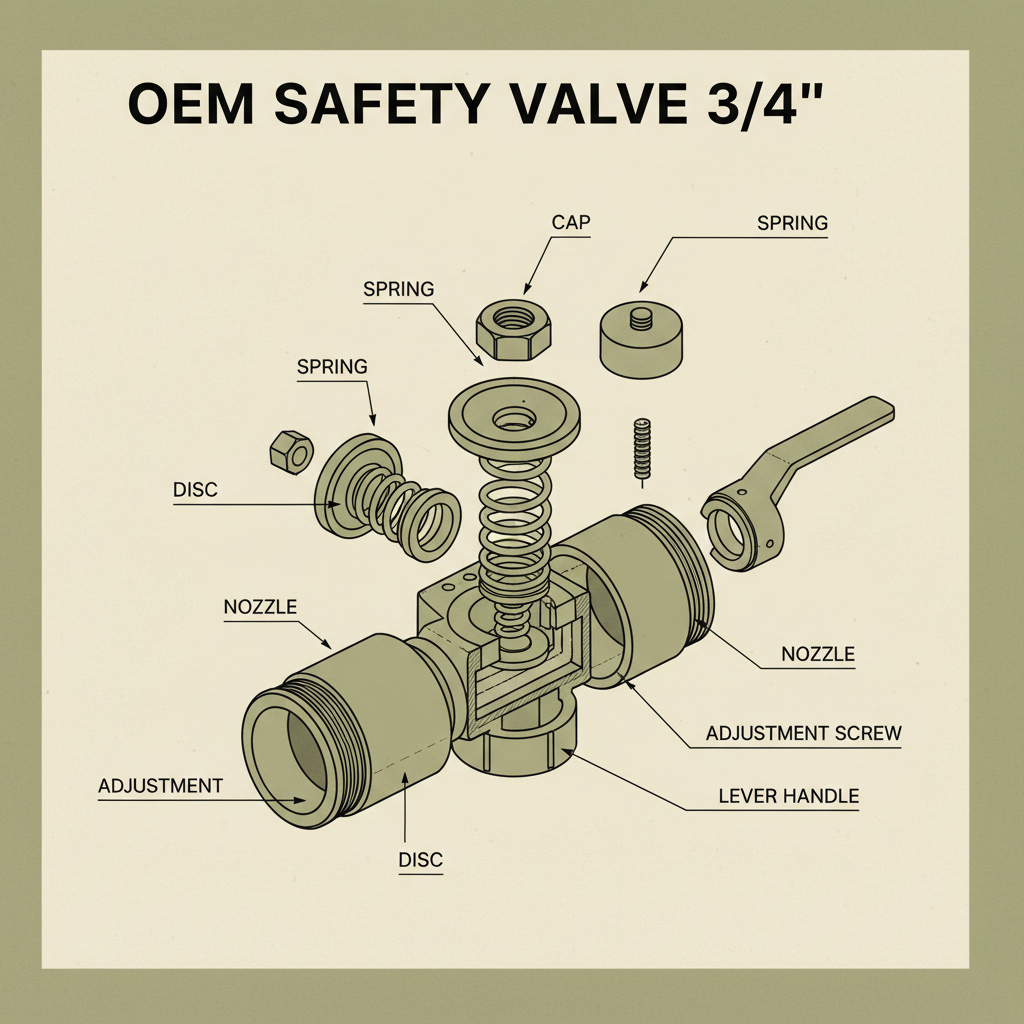
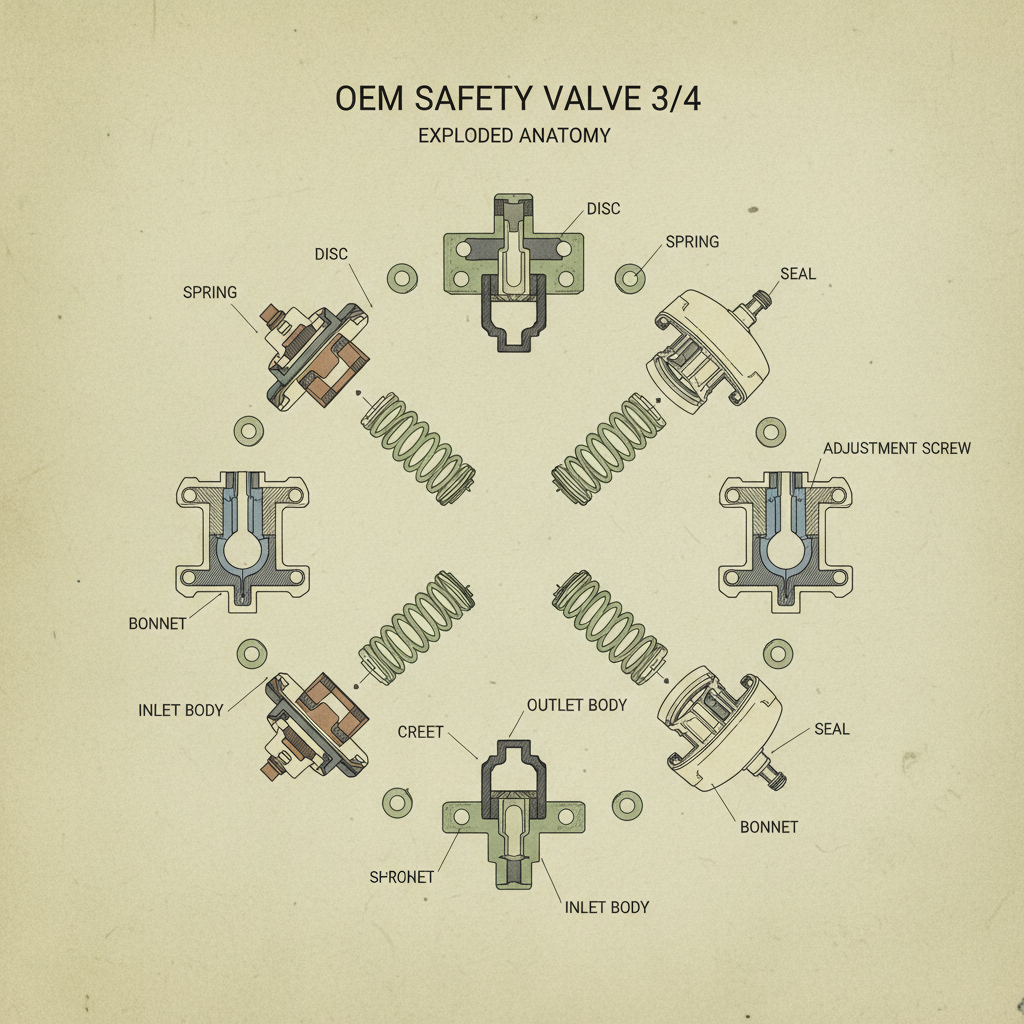
An OEM (Original Equipment Manufacturer) safety valve is produced to the exact specifications of the equipment it's intended for. This means superior fit, function, and reliability compared to generic alternatives. These valves are designed to automatically release pressure when it exceeds a predetermined limit, preventing damage to equipment and ensuring personnel safety. The 3/4 inch size refers to the valve’s inlet/outlet connection diameter, commonly used in a wide array of industrial applications. They are crucial components in industries dealing with pressurized fluids and gases, such as oil & gas, chemical processing, and power generation. Choosing a valve with the correct pressure setting and material compatibility is vital for optimal performance.
Key Benefits: Superior fit and function, enhanced reliability, prevention of equipment damage, and personnel safety.
Applications of a 3/4" Safety Valve
A 3/4" safety valve finds its application across diverse sectors. Commonly used in boilers, pressure vessels, air compressors, and hydraulic systems, it safeguards against catastrophic failures due to overpressure. In the oil and gas industry, they protect pipelines and storage tanks. The chemical processing sector utilizes them in reactors and processing units. They also play a critical role in power plants, protecting turbines and steam systems. The compact size of the 3/4" valve makes it ideal for installations where space is limited, yet reliable pressure relief is essential. The versatile nature of this valve makes it a highly sought-after component.
Common Industries:
• Oil & Gas
• Chemical Processing
• Power Generation
• Water Treatment
Choosing the Right OEM Safety Valve 3/4
Selecting the appropriate safety valve requires careful consideration of several factors. The pressure setting must match the maximum allowable working pressure of the system. Material compatibility is crucial to avoid corrosion and ensure longevity – consider stainless steel for corrosive environments. Valve type (spring-loaded, pilot-operated) depends on the application and required sensitivity. Capacity (flow rate) must be adequate to relieve overpressure quickly and safely. Finally, choosing a reputable supplier, like HRZZ Parts, guarantees quality, traceability, and adherence to industry standards.
| Parameter | Consideration |
|---|---|
| Pressure Setting | Match system's MAWP |
| Material | Stainless steel for corrosive fluids |
| Capacity | Adequate flow rate for relief |
| Valve Type | Spring-loaded or pilot-operated |
Why Choose HRZZ Parts for Your Safety Valve Needs?
HRZZ Parts specializes in providing high-quality OEM safety valves. We offer a comprehensive range of 3/4" valves to meet diverse application requirements. Our commitment to quality control ensures that every valve meets stringent industry standards and delivers reliable performance. We prioritize customer satisfaction, offering competitive pricing, fast shipping, and expert technical support. Partnering with us provides peace of mind, knowing you are investing in the safety and longevity of your equipment. We have a proven track record of supplying critical components to various industries worldwide.
Safety Standards and Compliance
Our OEM safety valves adhere to key industry standards, including ASME Section VIII Division 1, and API 510. These certifications guarantee the valves have undergone rigorous testing and inspection to ensure they meet stringent safety requirements. Compliance with these standards is essential for maintaining operational integrity and avoiding potential hazards. HRZZ Parts provides complete documentation and traceability for all our safety valves, offering assurance of quality and compliance.
Conclusion: Protecting Your Systems with Reliable Safety Valves
Investing in a high-quality OEM safety valve 3/4 from a trusted supplier like HRZZ Parts is a critical step in ensuring the safety and reliability of your operations. By choosing the right valve and partnering with a knowledgeable provider, you can protect your equipment, personnel, and bottom line. Don't compromise on safety – choose HRZZ Parts.
Frequently Asked Questions (FAQs)
What is the typical lifespan of a safety valve?
The lifespan of a safety valve can vary depending on the operating conditions, frequency of use, and the fluid or gas it’s handling. Generally, a well-maintained safety valve can last between 5 to 10 years. However, it’s crucial to conduct regular inspections and testing, as outlined by industry standards and manufacturer recommendations. Factors like corrosion, erosion, and mechanical wear can shorten the lifespan. Annual testing and certification are highly recommended to ensure continued reliability and compliance. Replacement should occur if the valve fails testing or shows signs of significant damage.
How often should safety valves be tested?
Safety valves should be tested at least annually, or more frequently if specified by regulatory requirements or the valve manufacturer. Testing involves verifying the valve's set pressure, leakage rate, and overall functionality. There are two main types of testing: in-situ testing (while the valve is installed in the system) and bench testing (removing the valve for testing in a controlled environment). The testing method should be chosen based on the specific application and safety considerations. Accurate documentation of all testing results is essential for maintaining compliance and traceability.
What are the consequences of a failing safety valve?
A failing safety valve can have severe consequences, including equipment damage, process disruption, environmental release, and potential injury or loss of life. If a valve fails to open when overpressure occurs, the pressure within the system can rapidly increase, leading to catastrophic failure of vessels, pipelines, or other components. Conversely, a valve that leaks or opens prematurely can cause process inefficiencies and unwanted releases. Regular inspection, testing, and maintenance are vital to prevent these scenarios. Investing in high-quality safety valves and adhering to proper safety protocols are essential for mitigating these risks.
Can HRZZ Parts provide custom safety valve solutions?
Yes, HRZZ Parts offers custom safety valve solutions to meet specific customer requirements. We can accommodate variations in pressure settings, materials, connection types, and other parameters. Our engineering team works closely with clients to understand their needs and develop tailored solutions that ensure optimal performance and safety. Contact us to discuss your specific application and explore our customization options.



















