
Understanding OEM Safety Valve Price: A Comprehensive Guide
Navigating the world of industrial safety requires careful consideration of component pricing, especially for crucial parts like safety valves. Determining the appropriate OEM safety valve price involves understanding various factors, from material quality and valve type to order volume and supplier reputation. This guide delves into the complexities of safety valve pricing, offering insights for informed purchasing decisions. Choosing the right valve at the right price is essential for maintaining operational safety and efficiency.

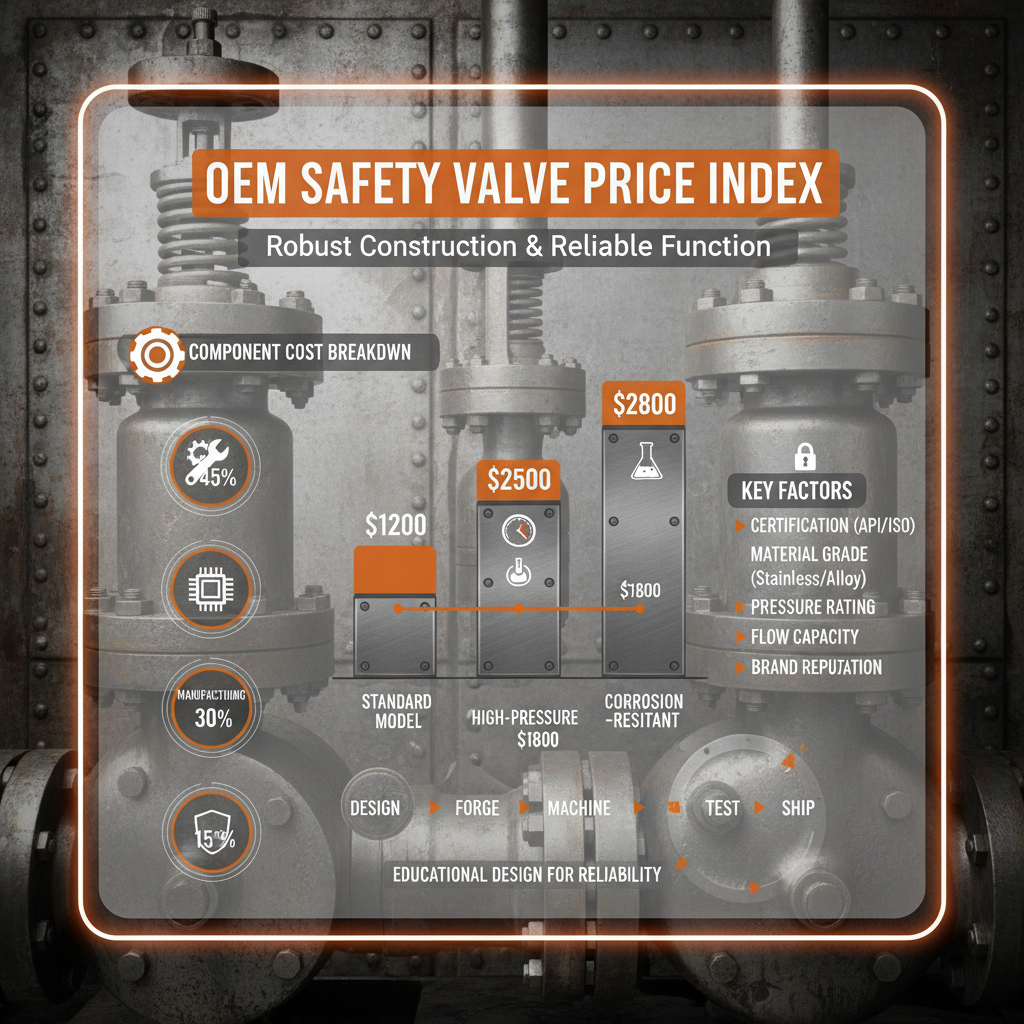
Factors Influencing OEM Safety Valve Price
Several key elements contribute to the final price of an OEM safety valve. The material of construction – stainless steel, carbon steel, alloy steel, etc. – significantly impacts cost, with more corrosion-resistant materials commanding higher prices. Valve size and pressure rating also play a role, as larger valves and higher pressure capabilities typically require more robust and expensive components. Furthermore, the complexity of the valve design, including features like pilot operation or special trims, will increase the price. The manufacturer's brand reputation and quality control processes also contribute to the overall cost.
Key Considerations: Material quality, Valve size & pressure rating, Design complexity, Manufacturer reputation.
Safety Valve Types and Their Price Ranges
Different types of safety valves cater to various applications and come with varying price points. Common types include spring-loaded, pilot-operated, and balanced bellows valves. Spring-loaded valves are generally the most affordable, while pilot-operated valves, known for their accurate and reliable performance, are typically more expensive. Balanced bellows valves, offering superior performance in high-pressure applications, represent the highest price bracket. Understanding your application's requirements is crucial to selecting the appropriate valve type and optimizing cost-effectiveness. HRZZ Parts offers a wide range of safety valves to meet diverse needs.
| Valve Type | Typical Price Range (USD) | Common Applications |
|---|---|---|
| Spring-Loaded | $100 - $500 | General industrial applications, air compressors |
| Pilot-Operated | $500 - $1500 | High-pressure systems, critical applications |
| Balanced Bellows | $1000 - $3000+ | Extreme pressure and temperature environments |
The Impact of Order Volume on OEM Safety Valve Price
Like many industrial components, safety valve pricing is often subject to economies of scale. Larger order volumes typically qualify for significant discounts from manufacturers. This is because bulk orders reduce per-unit production and handling costs. If you anticipate ongoing needs for safety valves, negotiating a long-term supply agreement with a reputable supplier like HRZZ Parts can lead to substantial cost savings. Consolidating your requirements and placing larger orders can dramatically lower your overall expenditure.
Choosing the Right Supplier: Beyond Price
While price is a crucial factor, it should not be the sole determinant in selecting a safety valve supplier. Consider the supplier's reputation for quality, reliability, and customer service. Look for suppliers with robust quality control processes and certifications (e.g., ISO 9001). Ensure they can provide technical support and assistance with valve selection and installation. A supplier with a proven track record and a commitment to customer satisfaction will offer long-term value. HRZZ Parts prides itself on offering both competitive pricing and exceptional service.
Navigating Global Sourcing and Potential Costs
Sourcing safety valves from international suppliers, particularly from regions like China, can offer cost advantages. However, it’s vital to factor in additional costs beyond the initial valve price. These include shipping, import duties, taxes, and potential quality control inspection fees. Currency exchange rate fluctuations can also impact the final cost. Working with a reputable sourcing agent or distributor can help mitigate these risks and ensure a smooth procurement process. It's crucial to conduct thorough due diligence on any international supplier to verify their quality standards and reliability.
Conclusion: Optimizing Your Safety Valve Investment
Successfully navigating the OEM safety valve price landscape requires a comprehensive understanding of influencing factors, careful supplier selection, and a strategic approach to ordering. By considering material, type, volume, and supplier reputation, you can ensure you're getting the best value for your investment and maintaining the highest levels of safety.
Frequently Asked Questions (FAQs)
What is the typical lead time for an OEM safety valve order?
Lead times can vary significantly depending on the valve type, quantity, and supplier's production schedule. Standard valves in stock may ship within a few days, while custom-designed valves can require several weeks or even months for manufacturing. It's crucial to discuss lead times with your supplier upfront to ensure the valves arrive when needed. HRZZ Parts provides accurate lead time estimates and strives for timely delivery.
What certifications should I look for in a safety valve supplier?
Look for suppliers with certifications such as ISO 9001 (Quality Management System), ensuring they adhere to rigorous quality control standards. Additional certifications, like those specific to pressure equipment directives (e.g., PED) or ASME standards, may be required depending on your industry and application. These certifications demonstrate the supplier's commitment to product safety and reliability.
Can I request customized safety valve designs?
Many OEM safety valve manufacturers offer customization services to meet specific application requirements. This may include modifications to valve materials, pressure settings, connections, or internal trims. Discuss your needs with the supplier's engineering team to determine the feasibility and cost of customization.



















