
You know, these days everyone's talking about 'smart' everything. Smart factories, smart buildings… it all boils down to needing reliable components, and that’s where the OEM safety valve 3 8 comes in. To be honest, it’s not the sexiest thing, but it's the thing that keeps everything running smoothly. We’ve seen a big push for more automated systems, which means more precise control – and these valves are critical for that. It's a surprisingly busy market, honestly.
I've been on enough construction sites to know that fancy specs on paper don't mean squat if it doesn’t hold up to real-world conditions. That’s what I always tell the engineers. They spend all day in the office, designing things… but they don't smell the diesel and feel the grime like we do.
The demand’s really climbing, especially in places like Southeast Asia, where they’re building infrastructure at a crazy pace. It's good for business, sure, but it also means we’ve got to keep a close eye on quality. Because if something fails out there… well, it’s not just a broken valve, it's potentially a serious problem.
The Rising Demand for Reliable Valves
Have you noticed how everything’s getting more complex? It's not just about shutting off flow anymore. Now it's about precise pressure regulation, remote monitoring, and integration with other systems. This OEM safety valve 3 8 has to be more than just a mechanical device; it's part of a larger network.
The biggest driver, though, is safety, plain and simple. Companies are under more scrutiny than ever, and they’re not willing to take risks. A single failure can lead to huge fines, legal battles, and – worst of all – injuries. That’s why we’re seeing this demand for higher quality and more reliable valves.
FAQS
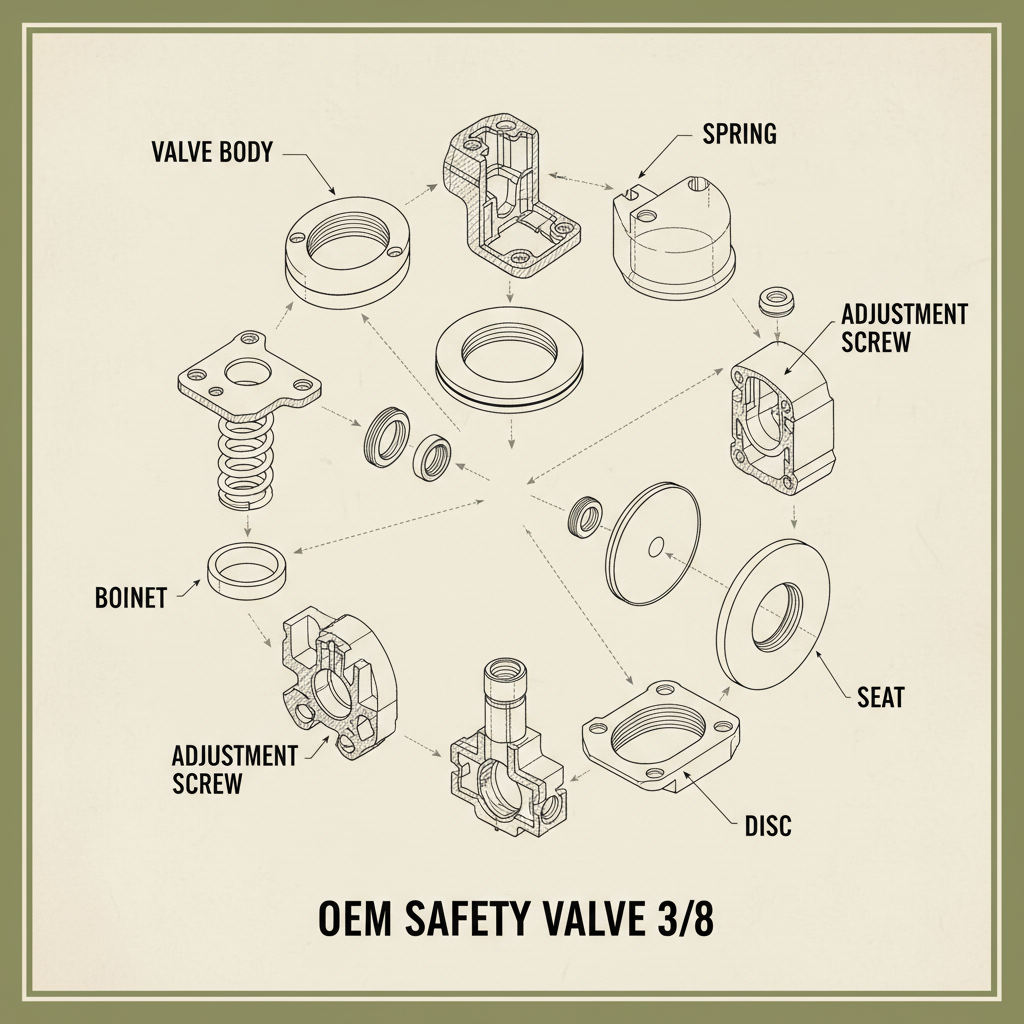
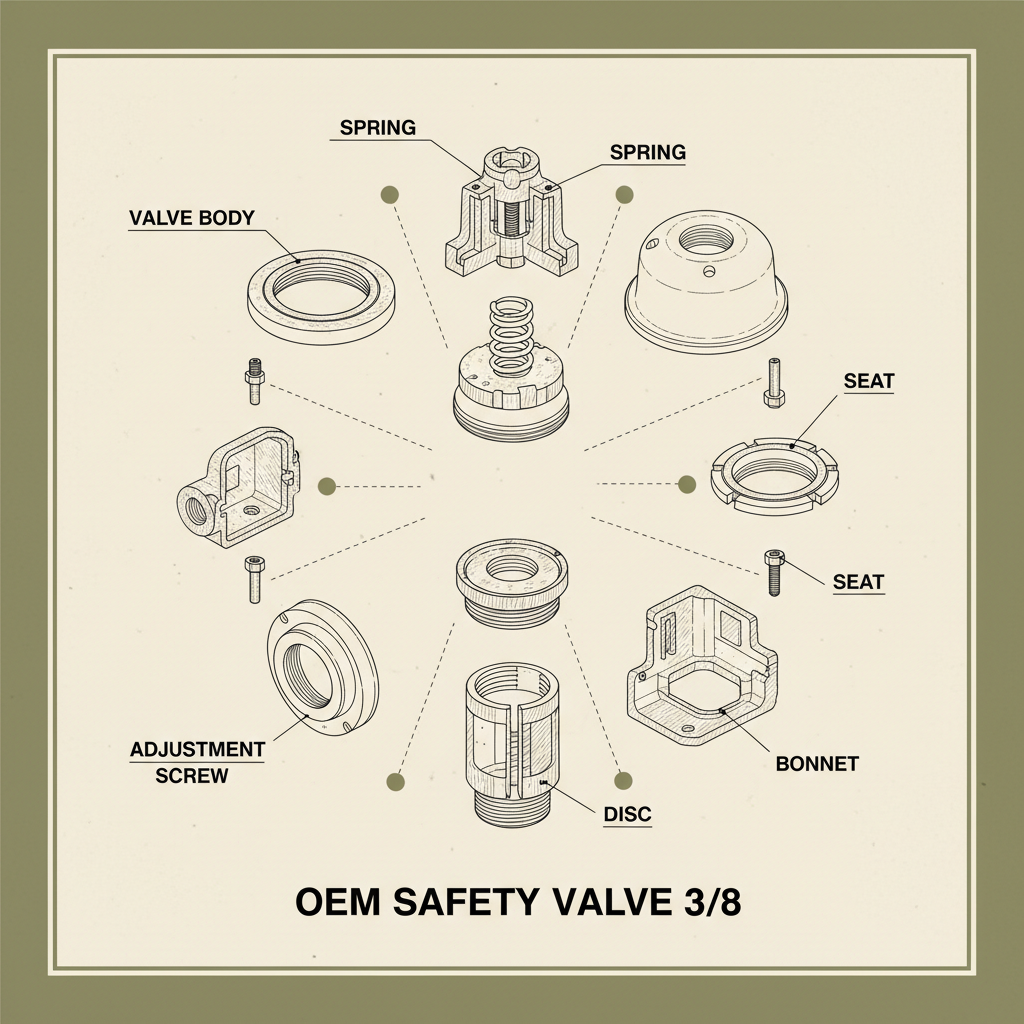
The core materials are typically 316 stainless steel for the body, providing excellent corrosion resistance. PTFE is commonly used for seals and linings due to its low friction and chemical inertness. In some specialized applications, you might find Hastelloy alloys for extreme temperatures or highly corrosive fluids. We always recommend verifying the material certifications to ensure they meet your specific requirements. It's the foundation of a reliable system, and you want to be sure it's built to last.
These valves are designed to handle significant pressure, but it depends on the specific model. We offer a range of valves with different pressure ratings, going up to several thousand PSI. It's crucial to select a valve with a pressure rating that exceeds the maximum pressure of your system, with a healthy safety margin. Regular inspections and maintenance are also vital to ensure the valve continues to perform reliably under pressure. We've seen failures when people tried to push the limits, and it's not pretty.
That’s a tricky one. It really depends on the application and how well it’s maintained. Under normal conditions, you can expect at least 5-10 years, possibly much longer. However, in harsh environments – high temperatures, corrosive chemicals, frequent cycling – the lifespan can be significantly reduced. Regular inspections, cleaning, and replacement of worn parts are key to maximizing the lifespan. We always recommend establishing a preventative maintenance schedule.
Absolutely. Oil and gas, chemical processing, power generation, and water treatment are all major users. Any industry dealing with hazardous fluids or high pressures relies heavily on these valves to ensure safety and prevent catastrophic failures. We also see a lot of demand from the pharmaceutical industry, where precision and reliability are paramount. And increasingly, we're supplying valves for renewable energy systems, like geothermal and solar thermal plants.
Yes, increasingly so. We offer valves with integrated sensors that can transmit pressure, temperature, and flow rate data to a central monitoring system. This allows for remote control and diagnostics, improving efficiency and reducing downtime. It requires some additional hardware and software integration, but the benefits can be significant, especially in remote or unmanned facilities. It's a big trend right now, and we’re seeing a lot of interest from our customers.
We adhere to various industry standards and certifications, including ISO 9001 for quality management. Specific valves often carry certifications like CE marking for European compliance, and we can provide documentation to meet other regional requirements. Material certifications are available for all components, verifying their composition and properties. These certifications are crucial for ensuring compliance and demonstrating the reliability of our products. Don't hesitate to ask for the specific documentation you need.
Conclusion
Ultimately, the OEM safety valve 3 8 isn't about fancy marketing or cutting-edge technology. It’s about reliable, robust performance in the real world. It's a critical component in countless systems, protecting people, property, and the environment. We focus on quality materials, rigorous testing, and a deep understanding of the challenges our customers face.
Looking ahead, I think we’ll see even more demand for smart valves with integrated sensors and remote monitoring capabilities. The push for greater efficiency and sustainability will also drive innovation in valve design and materials. But at the end of the day, whether this thing works or not, the worker will know the moment he tightens the screw.
Related Posts





