
OEM plug valve 1 2 are critical components in numerous industrial processes, playing a vital role in controlling the flow of fluids and gases. These valves, often custom-engineered to meet specific operational needs, are distinguished by their robust construction and reliable performance, making them indispensable in sectors ranging from oil and gas to chemical processing. Their precision and durability contribute significantly to operational efficiency and safety.
The global demand for OEM plug valve 1 2 is driven by continuous growth in end-user industries and a focus on optimizing fluid control systems. Advancements in materials science and manufacturing techniques have led to the development of more sophisticated and specialized valves, catering to increasingly complex applications. Understanding the nuances of these valves is crucial for engineers, procurement specialists, and operations managers aiming to maintain high standards of performance and regulatory compliance.
Investing in high-quality OEM plug valve 1 2 offers long-term benefits, including reduced maintenance costs, minimized downtime, and enhanced process control. As industries move towards greater automation and digitalization, the integration of smart valve technologies becomes increasingly important, further highlighting the significance of selecting the right valve for the job. OEM plug valve 1 2 represents a cornerstone of reliable industrial infrastructure.
Introduction to OEM plug valve 1 2
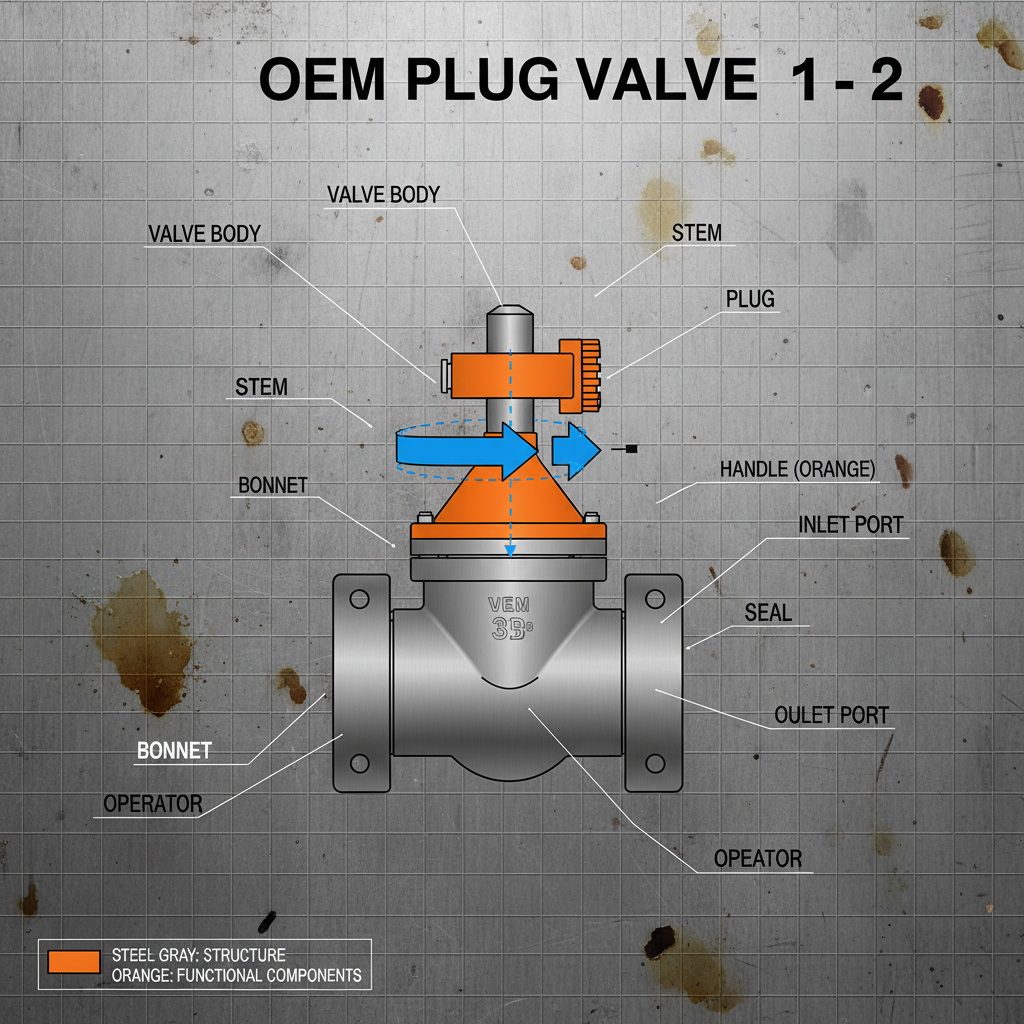
OEM plug valve 1 2 are engineered solutions, manufactured to the exact specifications of the equipment they serve. This contrasts with standard valves, which are often mass-produced for broader applications. The ‘OEM’ designation signifies a close partnership between the valve manufacturer and the original equipment manufacturer, ensuring seamless integration and optimal performance within a specific system.
The design and construction of these valves are dictated by the demanding requirements of the intended application. Factors such as fluid type, pressure, temperature, and corrosion resistance are carefully considered during the engineering process, resulting in a valve tailored to deliver maximum reliability and longevity.
FAQS
OEM plug valves are specifically designed and manufactured to fit seamlessly into your existing equipment, guaranteeing optimal performance and eliminating compatibility issues. Standard valves, while versatile, often require modifications or compromises, potentially leading to reduced efficiency and increased maintenance. The precision fit and tailored specifications of OEM valves provide superior reliability and longevity, minimizing downtime and maximizing operational productivity.
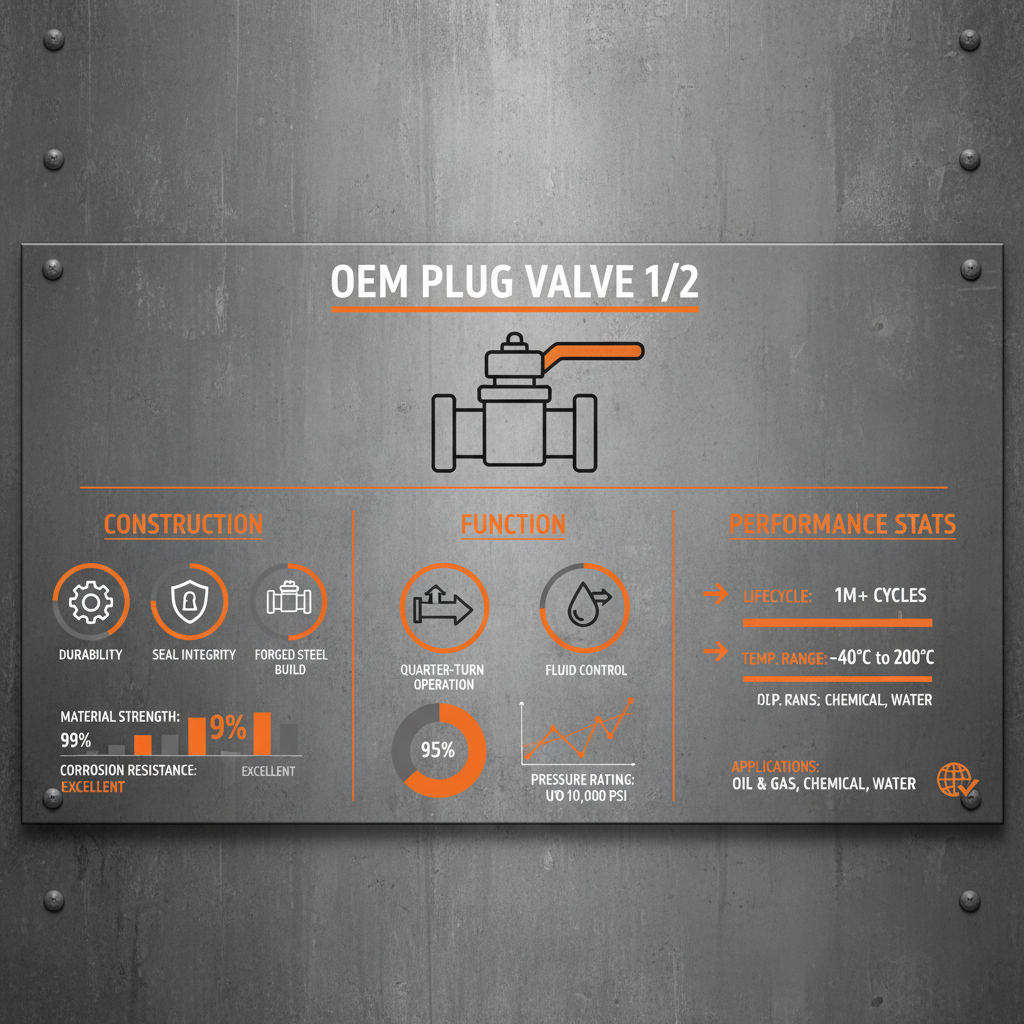
The materials used in OEM plug valves vary depending on the application and the fluids being handled. Common materials include stainless steel (304, 316), carbon steel, alloy steels (such as Hastelloy and Inconel), and specialized polymers like PTFE and PEEK. Material selection is critical for ensuring compatibility with the fluid, resistance to corrosion, and the ability to withstand operating pressures and temperatures.
Preventative maintenance is crucial for ensuring the long-term reliability and performance of OEM plug valves. Regular inspections, lubrication, and seal replacements can help identify and address potential issues before they lead to costly downtime. Following the manufacturer’s recommendations for maintenance schedules and procedures is highly advised. Implementing a robust preventative maintenance program significantly extends the lifespan of the valve and minimizes operational disruptions.
While OEM plug valves are ideally integrated during the initial equipment design phase, retrofitting is sometimes possible. However, it often requires careful assessment of the existing system’s compatibility and potential modifications to ensure a proper fit and optimal performance. It’s crucial to consult with a valve specialist to determine the feasibility and requirements for a successful retrofit.
The lead time for custom OEM plug valves varies depending on the complexity of the design, material availability, and manufacturing capacity. Generally, lead times can range from 4 to 12 weeks. Providing detailed specifications and early communication with the valve manufacturer can help streamline the process and minimize lead times. Factors like specialized materials or unique design requirements may extend the lead time.
Smart valves, integrated with IIoT platforms, offer real-time monitoring of valve performance, providing insights into parameters like pressure, temperature, and flow rate. This data enables predictive maintenance, optimizing operational efficiency and minimizing downtime. Remote control capabilities allow for adjustments without physical intervention. This integration enhances safety, reduces costs, and improves overall process control when utilizing OEM plug valve 1 2.
Conclusion
OEM plug valve 1 2 are essential components in modern industrial infrastructure, offering a unique combination of precision, reliability, and customization. Their ability to be tailored to specific applications ensures optimal performance and contributes significantly to the efficiency and safety of various processes. Understanding the key factors influencing their performance, from material selection to preventative maintenance, is crucial for maximizing their long-term value.
Looking ahead, the integration of smart technologies and sustainable materials will drive further innovation in this field. Embracing these advancements will enable industries to optimize their operations, reduce environmental impact, and maintain a competitive edge. For comprehensive solutions and high-quality OEM plug valve 1 2, visit our website: www.hrzzparts.com.







