
You know, after running around construction sites all year, dealing with dust and blueprints, you start to see what really matters. Everyone’s talking about Industry 4.0 and smart factories, but honestly, most folks just want something that doesn’t break down after a week. There's been a push lately for everything to be 'connected', which is fine, I guess, but reliability? That's still king. We’re seeing a lot more demand for robust, simpler designs. Less is often more, especially when you're dealing with guys who are trying to get a job done in the pouring rain.
And to be honest, I've seen too many designs that look amazing on paper but fall apart the second they hit a real-world environment. It's always the little things, isn't it? Like, everyone focuses on the big pressure ratings, but forgets about vibration. Vibration will kill you, slowly but surely. And the material selection… don’t even get me started.
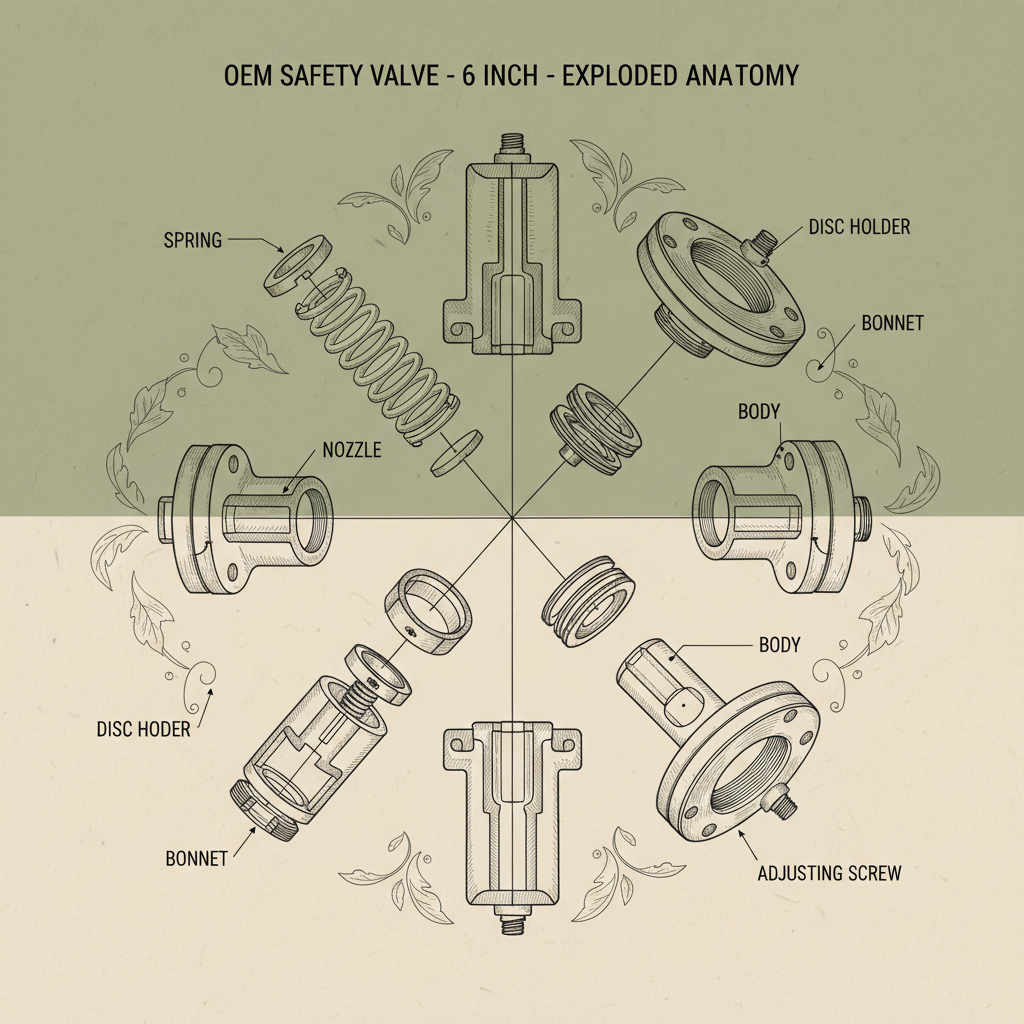
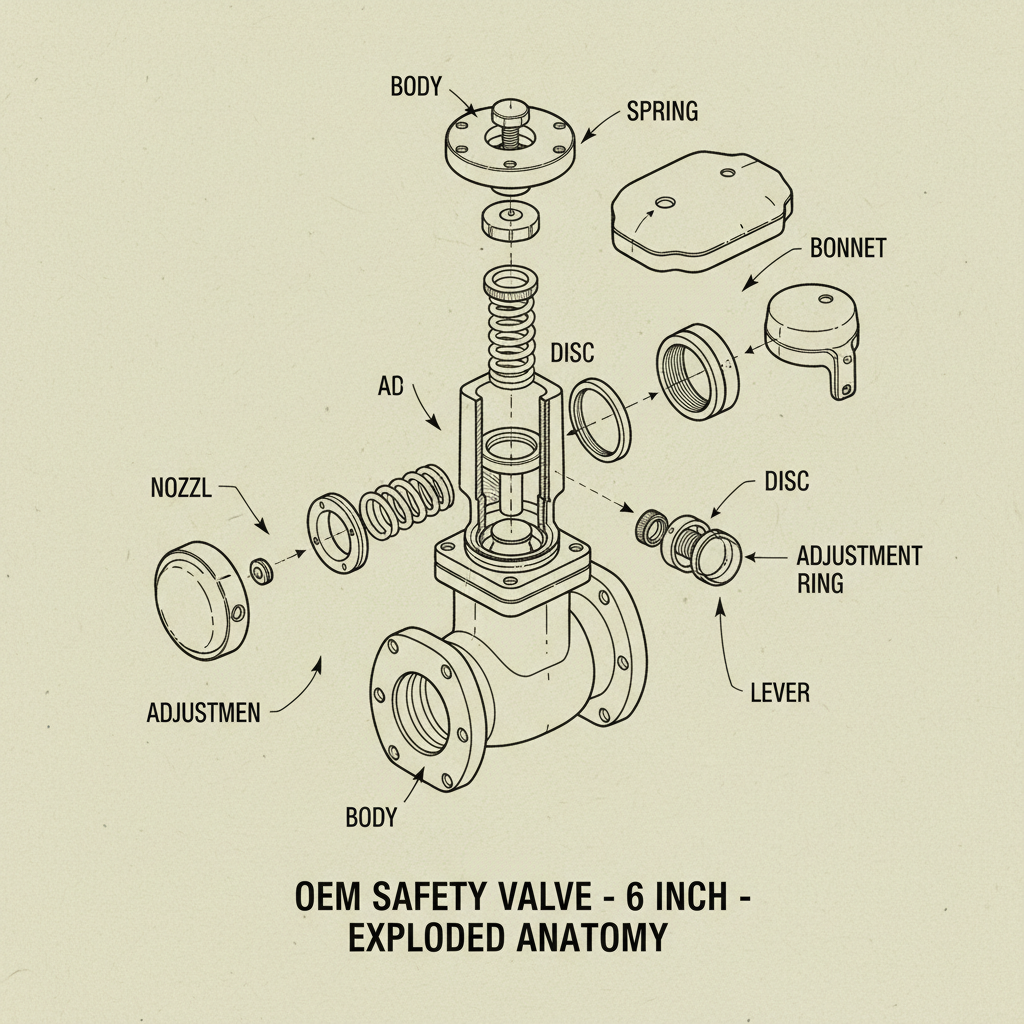
The 6 inch OEM safety valve, specifically. It seems simple enough, right? But it’s a surprisingly complex piece of kit.
What's Trending in the Industry?
Have you noticed everything is going towards modularity? Prefabrication is huge, and with that comes the need for components that can be easily integrated and quickly replaced. It's all about minimizing downtime. And, strangely, there's a weird resurgence in demand for simpler, mechanical valves. Folks are getting tired of relying on complicated electronics that can be easily hacked or fail during a power outage. Back to basics, I guess.
There’s also a lot of focus on traceability. Everyone wants to know where every single component came from, who made it, and when. It’s driven by stricter regulations, but also by a general desire for accountability. Which, frankly, is a good thing. Too many shortcuts get taken when nobody is watching.
FAQS
Lead times vary depending on the complexity of the customization and our current workload, but generally, you can expect around 6-8 weeks for a fully customized valve. It's best to get in touch with our engineering team early in your project to discuss your requirements and get an accurate estimate. We need to consider material sourcing, machining time, and thorough quality control checks. Frankly, rushing things usually leads to mistakes.
Yes, absolutely. We offer various material options, including specialized alloys like Hastelloy and Inconel, that are highly resistant to corrosive media. We would need to know the specific concentration and temperature of the acid to recommend the most suitable material for your application. Don't just assume a standard 316 stainless steel valve will hold up - it likely won’t. It's a recipe for disaster.
Regular inspection is key. We recommend visually inspecting the valve for any signs of corrosion, damage, or leaks at least every six months. A full maintenance cycle should include checking the spring tension, cleaning the valve seat, and replacing any worn seals. We have detailed maintenance manuals available on our website. Honestly, a little bit of preventative maintenance goes a long way.
Yes, we offer valves that are certified to various industry standards, including ASME, CE, and ISO. We can provide documentation upon request. The specific certifications available will depend on the valve configuration and application. Getting the right certifications is important for compliance and safety, and we take it seriously.
The maximum operating temperature depends on the materials used in the valve’s construction. Standard 316 stainless steel valves typically have a maximum operating temperature of around 350°C (662°F). For higher temperature applications, we can use specialized alloys like Inconel, which can withstand temperatures up to 800°C (1472°F). It’s crucial to stay within the specified temperature limits to ensure the valve functions properly and safely.
Yes, we can integrate digital pressure indicators into our 6 inch OEM safety valves. We partner with several sensor manufacturers to offer a range of options, including local displays and remote monitoring capabilities. However, keep in mind that adding electronics increases the complexity of the valve and may require additional maintenance. It’s a trade-off between functionality and reliability.
Conclusion
So, there you have it. The 6 inch OEM safety valve – it’s not the most glamorous component, but it’s a critical one. It’s about selecting the right materials, understanding the operating conditions, and paying attention to the little details. It’s about reliability, customization, and making sure the thing actually works when you need it to. It’s a simple concept, really.
Ultimately, whether this thing works or not, the worker will know the moment he tightens the screw. If it feels solid, if it operates smoothly, then you’ve got a good valve. If it doesn't, well… you’ve got a problem. And problems cost time and money. If you’re looking for a reliable, high-quality 6 inch OEM safety valve, visit our website today!
Related Posts






